Designing and certifying gas‑tight HAZMAT ensembles lives or dies on the integrity of the closure system. If you’re an OEM suit engineer, a QA/RA lead, or a CBRN program manager, this guide translates EN 943 whole‑suit requirements into zipper‑level specifications, tests, and supplier acceptance criteria— with a special focus on medical CBRN isolation and transport where long‑travel closures must operate at low force and dock quickly.
Key takeaways
- EN 943‑1 compliance is proven at the whole‑suit level using a static inflation/internal pressure method; airtight zippers must pass as part of the assembled suit.
- Treat pressure hold/pressure drop performance as your primary acceptance signal for closure integrity; verify leaks around the zipper path with smoke/bubble visualization.
- For CBRN claims, pair EN 943 leak‑tightness with third‑party permeation evidence using ASTM F739 or ISO 6529 on zipper assemblies or justified worst‑case coupons.
- Long‑travel medical transport closures need low, stable operating force and fast, repeatable docking; validate by trending force under curvature and after decon cycles.
- Don’t conflate IP water ingress ratings with gas‑tightness—IPX success does not demonstrate EN 943 leak‑tight performance.
EN 943 in plain language: what it asks of closures
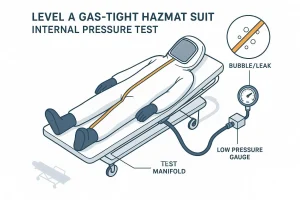
EN 943‑1:2015+A1:2019 defines performance and test methods for Type 1 gas‑tight chemical protective suits. Certification evidence hinges on a whole‑suit leak‑tightness verification using a static inflation method referenced to ISO 17491‑1. Public listings confirm scope and method references without revealing paywalled clauses; see the CEN/ITEH catalog entries for EN 943‑1:2015+A1:2019 and EN 943‑2:2019 (ET). OEM catalogs such as TESIMAX also describe the internal pressure test used to verify leak‑tightness under EN 943 certification, aligning with ISO 17491‑1 service practice (see TESIMAX service catalogue).
What this means for airtight zippers:
- The standard doesn’t certify the zipper in isolation; it certifies the assembled suit. Your zipper specification must lead to a whole‑suit pass.
- Closure design, integration method (welded flanges, sealing tapes, docking interfaces), and curvature all matter because the pressure test measures the net leak‑tightness of the entire path.
- EN 943‑2 (ET) adds durability/ergonomics expectations relevant to emergency operations; treat them as design inputs for closure robustness.
Specifying airtight zippers for HAZMAT suits under EN 943
Let’s make the requirement actionable. Your specification should bind component choices to whole‑suit outcomes:
- Define weldable flange geometry and materials compatible with your suit substrate and welding process.
- For long, curved routes, call out minimum bend radii and reinforcement details; require post‑integration pressure checks focused on curvature zones and end‑stops.
- Require third‑party permeation data (ASTM F739/ISO 6529) on assemblies where possible, or on justified worst‑case coupons representing tracks/tapes/seams.
- Set operational checks: maximum acceptable operating force at build, and a trend limit for force drift after defined decon cycles; couple this with a short leak check.
How the pressure test validates zipper integrity
The static inflation/internal pressure test verifies that the suit (including its zipper) holds a specified overpressure for a defined time without excessive decay, while operators localize leaks.
Typical service/production parameters published in OEM instructions align with EN 943/ISO 17491‑1 checks. For example, Respirex IFUs describe inflating to a higher pressure to stabilize the suit, then holding at a target pressure while monitoring decay—e.g., stabilize at about 1750 Pa, hold at around 1650 Pa for several minutes, and accept only a limited pressure drop (commonly framed as no more than ~300 Pa, i.e., final ≥1350 Pa) during the hold. See the procedure examples in Respirex performance classifications and IFUs. Treat these values as manufacturer service checks aligned to EN 943, not as verbatim clauses.
Operational pointers for closure evaluation:
Run the stabilization phase before the hold window so fabric set doesn’t masquerade as leakage. During the hold, sweep the zipper path with smoke or a mild bubble solution, especially along the interlock, end‑stops, docking cover, and weld transitions. Record the measured decay together with an annotated leak map; this pairing of numbers and locations speeds troubleshooting and supports supplier acceptance and production QC.
Zipper technologies and sealing principles for gas‑tight suits
Airtight closures typically rely on TPU‑coated tapes and engineered interlocks that compress or interdigitate to form a gas barrier. Common patterns include single‑track interlocks with welded flanges (simpler and lighter but sensitive to tight curvature and debris), dual‑track redundant sealing paths (robust against localized defects and helpful on long runs), and U‑channel or wide‑flange geometries (monolithic welding surfaces that better manage curves and docking interfaces).
A crucial distinction: IP water ingress vs. gas‑tightness. IPX7/IPX8 indicate performance against water under immersion conditions. They do not imply gas‑tightness or pass/fail under EN 943 pressure‑decay criteria. For context on waterproof product families (distinct from gas‑tight families), see a waterproof zipper overview such as this reference page. Always validate gas‑tight performance with EN 943‑aligned pressure testing.
CBRN permeation evidence: ASTM F739 and ISO 6529
For CBRN claims, leak‑tightness alone is not enough; you also need permeation data for the closure materials and interfaces.
- ASTM F739 defines breakthrough time, standardized breakthrough (0.1 μg/cm²/min), and permeation rate under continuous contact. See ASTM F739‑20 and the NIOSH PPE‑Info summary.
- ISO 6529 provides complementary methods for liquids and gases with similar reporting. See the ISO 6529 catalogue entry or BSI overviews of PPE standards.
Best practice for closures:
- Test the zipper assembly when you can; otherwise design and justify a worst‑case coupon that represents tracks, tapes, and seams. Document the sample construction, lab accreditation, challenge chemicals, and detection limits.
- Interpret curves in context: a long breakthrough time with low steady permeation rate is stronger evidence than breakthrough alone. For notified‑body files, include raw curves, test dates, and lab scope.
Scenario lens: long‑travel, low‑force closures for medical CBRN transport
Isolation and transport pods demand very long zipper runs that must dock quickly with minimal operator effort—often around curves and under time pressure. How do you prove your design holds up when every second counts?
Design and validation tips:
- Force band and trend: establish an operating‑force band that operators can handle with gloved hands; then trend force across cycles and after decon to confirm stability. Combine this with a quick leak check at the end‑stops and docking interface.
- Curvature management: specify minimum bend radii where possible; where tight radii are unavoidable, add reinforcement and verify by local leak checks during pressure testing.
- Docking tolerances: define alignment keys or stiffeners to speed mate/unmate; measure docking time in drills and correlate to mis‑dock leak incidents.
- Human factors: the puller geometry, grip texture, and travel smoothness often decide field success as much as barrier materials do.
For broader context on high‑level containment transport operations and constraints, see Gibbs et al., 2019 (NIH/PMC).
Decontamination durability and post‑cycle verification
Repeated exposure to oxidizers (e.g., sodium hypochlorite) stresses tapes, interlocks, and welded seams. Public, quantified cycle‑count prescriptions for closures are scarce, so adopt a conservative verification plan: define your decon chemistry (concentration and contact time) and document it. After cleaning/decon and before reuse, perform a pressure test per the manufacturer’s instructions—this is common OEM practice aligned to EN 943 service checks (see Respirex IFUs). Track closure operating force before/after decon cycles to detect drift that may signal damage or contamination. For program context, consult the NIOSH CBRN PPE guide (2018).
Your validation workflow, end to end
Follow a layered approach so component results predict whole‑suit outcomes and your CE file is audit‑ready:
- Materials and components
- Verify film/tape chemical resistance; gather third‑party F739/ISO 6529 data where available.
- Define weld parameters and peel/shear strength targets for flanges and tapes.
- Zipper assembly
- Conduct assembly‑level permeation (preferred) or justified worst‑case coupons.
- Run operating‑force and cycle tests under curvature; record force trend and visible wear.
- Assembled suit
- Perform static inflation/internal pressure test; record hold pressure, decay, and leak location map.
- Confirm ergonomics (docking time, glove usability) through drills; record mis‑dock incidents.
- Production QC and in‑service checks
- Implement a short‑form pressure test SOP for batch release and post‑maintenance checks in line with ISO 17491‑1 service practice and OEM IFUs (see TESIMAX and Respirex references).
Supplier acceptance checklist and evidence bundle
Request and maintain the following in your Module B technical file and for ongoing QA:
- Third‑party lab reports: EN 943‑aligned pressure test on representative suits; ASTM F739/ISO 6529 permeation for closure assemblies or justified coupons. Include lab accreditation and dates.
- Drawings and materials: zipper cross‑sections, tape specs, weld parameters, and integration details.
- Curvature and docking verification: force trend data under defined radii, docking time/accuracy logs, and post‑decon re‑test results.
- Production QC SOPs: short‑form internal pressure test steps, leak localization method, acceptance thresholds, and rework criteria.
Practical considerations for long‑travel closures (neutral example)
Disclosure: ZIZIP is our product. When evaluating long‑travel airtight closure options, some OEMs look at redundant‑track geometries or wide‑flange U‑channel designs to manage curvature and docking interfaces. For a neutral design overview of airtight zipper families, you can review the airtight zippers overview. Treat any catalog information as design context—EN 943 compliance must still be proven at the whole‑suit level with the tests described above.
Regulatory context: putting evidence into your CE file
EN 943 suits fall under Category III PPE and require EU type‑examination (Module B) by a notified body plus production conformity via Module C2 or D before CE marking. Harmonized standards provide presumption of conformity. See the European Commission’s PPE pages for the pathway and guidance, for example the overview of Regulation (EU) 2016/425 and supporting documents.
FAQs
- Do IPX7/IPX8 results help with EN 943? No. IPX covers water ingress, not gases; treat IP as separate from gas‑tight verification under EN 943.
- Can I certify a zipper by itself? No. EN 943 certifies the assembled suit. Still, zipper‑level data (permeation, force trend, weld integrity) de‑risk the whole‑suit test.
- What if my permeation lab can’t test the full assembly? Use a conservative, well‑documented worst‑case coupon representing tracks, tapes, and seams; justify equivalence.
References (selected, public access)
- EN 943‑1/‑2 listings and scope summaries: CEN/ITEH entries for EN 943‑1:2015+A1:2019 and EN 943‑2:2019; EN 943‑2 listing and sample PDF mirror.
- OEM internal pressure test practice: TESIMAX service catalogue (internal pressure test references); Respirex performance classifications and IFUs.
- CBRN permeation methods: ASTM F739‑20; NIOSH PPE‑Info summary; ISO 6529 catalogue entry.
- Program guidance: EU PPE Regulation overview.