
When you’re building drysuits and underwater equipment, “waterproof” claims are table stakes. What separates a safe, field-ready system from a fragile prototype is how the closure performs after real abuse: hundreds of open–close cycles, grit and salt exposure, transverse tensile loads from donning tension, and steep temperature swings. That’s why, for IPX8 airtight zippers, durability in extreme environments—rather than sealing theory alone—is the true differentiator.
This guide translates standards into actionable engineering practice. You’ll learn how IPX8 actually works under IEC 60529’s declared-conditions model, how to specify realistic diving scenarios like 10 m for 30 minutes in seawater, which lab methods verify airtightness (immersion, pressure-decay, helium tracer), and how to design for longevity with materials, geometry, and maintenance strategies that hold up after abrasion, salt fog, and thermal cycling.
Before we dive in, a quick note on scope: IPX8 is an immersion protection class; it’s not the same as spray or jet ratings. We’ll highlight the difference where it affects zipper selection and testing.
Key takeaways
- IPX8 is not a fixed test; you must declare the depth, duration, medium, and temperature and make them more severe than IPX7. For diving, a realistic baseline is 10 m for 30 minutes in cold seawater.
- Proving “IPX8 airtight zippers” requires more than a single dunk test. Build a suite: static immersion, garment-level pressure-decay, and optional helium tracer for microleaks.
- Durability is the differentiator. Validate sealing after cyclic opening/closing under bias, abrasion near the seal path, salt fog corrosion, and temperature cycling.
- Materials matter. TPU-coated systems must manage hydrolysis and cold flexibility; fluoropolymer overlays and corrosion-resistant slider alloys can improve chemical and saltwater performance.
- Design for reliability: generous bend radii, clean routing, weld-in flanges, and contamination control reduce failure modes. Document maintenance and field checks.
Validating IPX8 airtight zippers: standards and definitions
IEC 60529 defines ingress protection classes. IPX7 is a fixed 1 m, 30-minute immersion. IPX8, by contrast, requires conditions “agreed between the manufacturer and the test facility,” and they must be more severe than IPX7. In other words, there is no single “official” IPX8 test—you must declare depth, time, medium (fresh or saltwater), temperature, and orientation in your plan and in your report. Authoritative lab overviews reiterate this declared-conditions model and the need to control the temperature delta between product and water during testing, typically within 5 K, to avoid spurious results. See the summaries from Castle Compliance and DLSEMC, as well as Sebert Group’s practice-focused explanation and IB-Lenhardt’s ingress protection context for orientation:
- According to the standards overview in the IEC 60529 testing guide by Castle Compliance (accessed 2026), the IPX8 immersion conditions must be explicitly declared and exceed IPX7; temperature control is recommended to within 5 K to avoid thermal effects. Refer to the section on immersion testing in the article titled “IEC 60529 Testing.”
- For a concise comparison of IPX7 and IPX8 immersion practices, see DLSEMC’s explainer “IPX7 and IPX8 Immersion Testing,” which emphasizes agreement on depth/time and post-test inspections.
- Sebert Group’s “IPX8 Test” page shows common practice for declared conditions beyond 1 m and 30 minutes and underscores documenting acceptance criteria.
- For broader ingress protection context and environmental test coordination, IB-Lenhardt’s “Ingress Protection” page is a useful orientation resource.
To avoid confusion between spray/jet ratings and immersion classes, remember that IPX5/IPX6 cover water jets, not submersion. For a practical contrast with spray protection zippers used in apparel, see the AquaSeal overview under “Waterproof Zippers,” which addresses spray resistance rather than continuous immersion: AquaSeal Waterproof Zippers.
Hydrostatic pressure and realistic IPX8 declarations
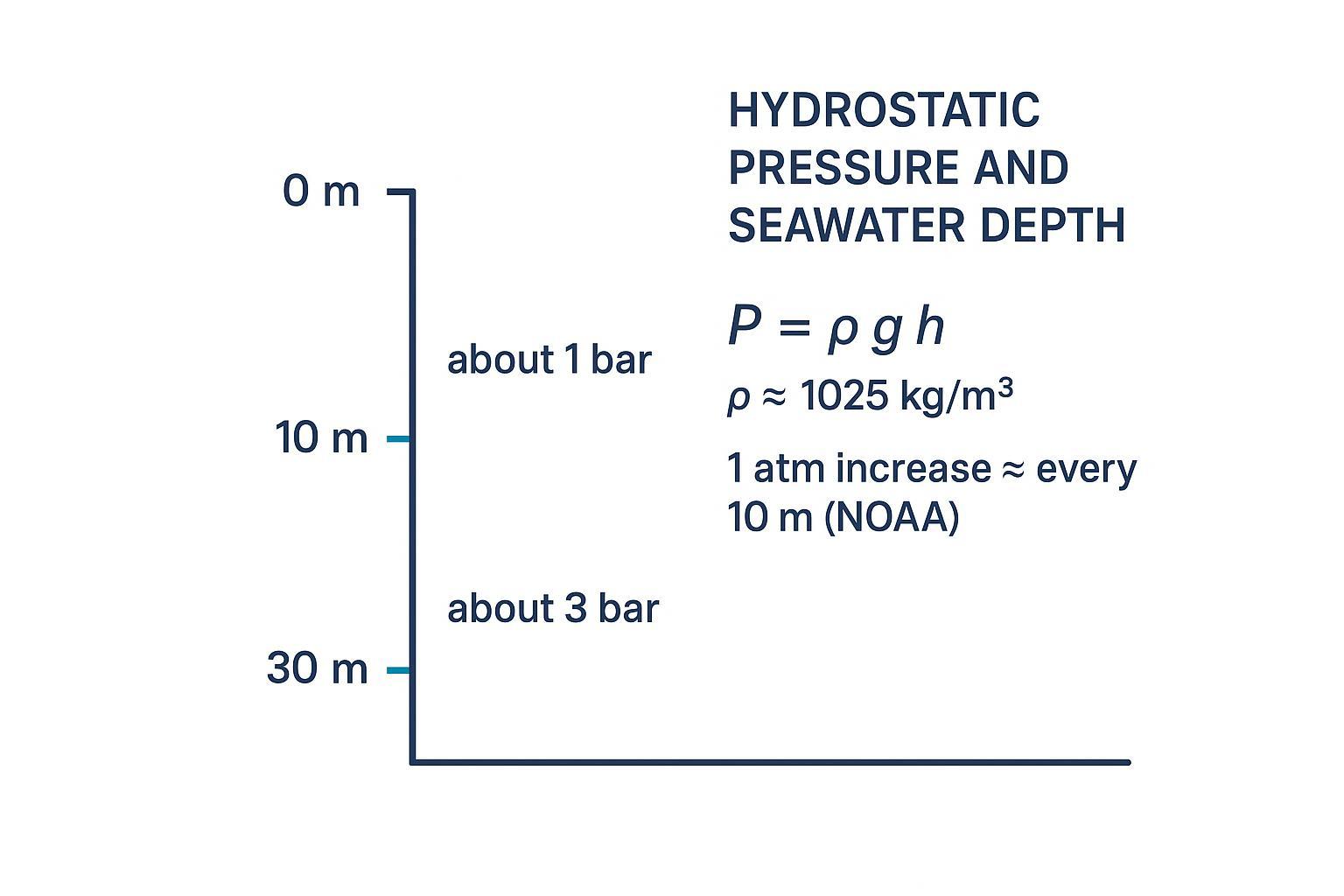
For diving-relevant declarations, translate depth to pressure using P = ρ g h. With seawater density ρ ≈ 1025 kg/m³ and g ≈ 9.81 m/s², a rule of thumb applies: roughly 1 bar of gauge pressure for every 10 m depth. NOAA confirms about one atmosphere increase per ~33 ft (≈10 m). In practice:
- 10 m depth corresponds to ≈1 bar gauge (2 bar absolute)
- 30 m depth corresponds to ≈3 bar gauge (4 bar absolute)
A realistic baseline declaration for recreational drysuit use might read: “IPX8: 10 m for 30 minutes in seawater at 4–10 °C; temperature delta between product and water ≤5 K; acceptance: zero visible ingress.” For commercial or technical applications, increase severity accordingly and consider longer durations or higher equivalent hydrostatic pressures in a pressure vessel.
For pressure-vessel equivalence, match gauge pressure to depth and control water temperature. If a tank cannot reach the target depth, a sealed vessel that applies uniform hydrostatic pressure to the specimen is a sound alternative.
According to NOAA’s educational note on underwater pressure, divers experience an additional atmosphere roughly every 10 m; this aligns with the engineering simplification used above.
Validating IPX8 airtight zippers: test protocols
Laboratory validation should combine a static immersion test with an assembly-level air test for sensitivity and repeatability. A helium tracer step can localize subvisible leaks or verify fixture sensitivity.
Static immersion protocol for IPX8
Objective: Demonstrate sealing performance under declared IPX8 conditions that exceed IPX7.
Setup and conditions: Prepare an immersion tank or pressure vessel capable of simulating the declared depth, for example 10 m for 30 minutes. Use seawater (≈35 PSU) when relevant, and control the temperature to 4–10 °C for cold-water diving scenarios. Stabilize the specimen temperature so product–water delta stays within about 5 K.
Specimen preparation: Mount a zipper segment or a complete garment assembly on a rigid or semi-rigid form to reproduce real geometry and avoid unintended openings. Mark the inspection area around the entire slider path and sealing flanges.
Procedure: Submerge or pressurize to the equivalent of 10 m depth. Hold for 30 minutes. Inspect continuously and immediately afterward for any bubbles, seepage, or droplets along the zipper chain, slider, and terminations. Record photos, video, and any ingress volume measured by pre/post weighing or trapped-volume capture.
Acceptance: For life-supporting garments, specify zero visible ingress. Some programs also correlate with a garment-level pressure-decay threshold to translate tiny leaks into practical ingress volume limits.
Citations: See the declared-conditions model in the standards summaries under IEC 60529 immersion discussions presented by Castle Compliance, DLSEMC, and Sebert Group.
Pressure-decay inflation for flexible assemblies
Objective: Detect leaks by monitoring pressure loss in an enclosed volume, which is often more sensitive and repeatable than visual immersion alone.
Fixture concept: Enclose the zipper assembly on a torso or panel bladder fixture with known internal volume (e.g., 20–50 L). Pressurize to 1–3 kPa, isolate, and log pressure with a high-resolution transducer (±0.1 mbar). Use a calibrated micro-leak to verify method sensitivity before testing.
Procedure: Stabilize for temperature. Inflate to target pressure, isolate, and record pressure for 10–30 minutes. Calculate decay rate in Pa/min. If needed, convert decay to equivalent volumetric flow and ingress potential.
Acceptance framing: For a 30-minute hold on a 30 L fixture at 2 kPa, a decay threshold on the order of ≤2 Pa/min can flag macroscopic leaks while remaining practical for factory QA. Tune thresholds with calibration leaks and correlate to visible ingress limits.
Method analogs and references: While not diving-specific, garment integrity and packaging standards provide public guidance on inflation and pressure-decay methodologies and achievable sensitivities for flexible systems. Public NFPA committee documents for vapor-protective suits describe inflation tests and minimum ending pressures for gastight integrity. OSHA’s PPE technical manual also discusses air-inflation tests conceptually. These sources help justify fixture design and instrumentation choices in zipper assemblies.
Helium tracer for leak localization and sensitivity
Objective: Localize and quantify microleaks beyond visual detection limits.
Methods: Use sniffer passes along the zipper chain and slider interfaces, or exposure in an accumulation box over the zipper path. Vacuum-mode testing offers the highest sensitivity but is rarely feasible on full garments. Document calibration with a traceable test leak and allow for background stabilization.
Sensitivity ranges: Typical industrial helium systems detect from about 1×10⁻⁴ down to 1×10⁻⁹ mbar·L/s in practical setups, with state-of-the-art vacuum systems reaching lower. Convert units when reporting: 1 mbar·L/s equals 1×10⁻⁴ Pa·m³/s. Manufacturer application notes from Agilent and knowledge bases from Pfeiffer Vacuum outline capabilities and accuracy factors; INFICON provides traceable test-leak documentation to validate sensitivity.
Pros and cons: Helium methods are highly sensitive and great for root-cause analysis; they require more specialized equipment and rigorous calibration than pressure-decay. Use them to qualify designs, correlate with immersion and decay results, and to debug failures after environmental conditioning.
Durability under extreme environments
Sealing performance means little if it vanishes after a week in the field. Prove that “IPX8 airtight zippers” retain integrity after realistic wear and exposure. Build your test sequence around the following stressors, then repeat IPX8 checks.
Cyclic opening and closing under bias: Simulate 500–1000 cycles with a mild transverse tensile load to represent donning tension and body movement. ASTM D2061 covers zipper component and chain strength tests that are useful adjuncts—chain crosswise strength and slider retention tests correlate with resistance to off-axis stress and accidental overload. Laboratory method summaries and tensile equipment references from zipper manufacturers and lab suppliers provide practical fixtures and speeds (commonly 300 mm/min) and emphasize recording failure modes, not just peak force.
Abrasion near sealing faces: If the garment design permits grit to reach the slider path, abrasion at the seal lips can erode contact pressure. Use Taber abrasion (ASTM D3884) for coated fabrics and stiffer substrates and Martindale (ISO 12947) for flexible textiles surrounding tapes. Choose wheels, loads, and cycle counts that reflect real use; then re-run IPX8 immersion and, where possible, add pressure-decay and a helium sniffer pass to confirm no micro-paths opened up. See TESTEX resources for Taber method fundamentals and Darong’s Martindale overview for textile contexts.
Salt fog corrosion on metallic parts: Sliders, pulls, and any exposed fasteners should survive salt-laden environments without sticking or pitting that compromises sealing. ASTM B117’s neutral salt spray—5% NaCl at 35 °C—is a decades-old, widely used screening tool. While it does not predict real-world life, it does compare coatings and alloys. Q-Lab’s B117 page and independent guides from corrosion labs explain parameters, specimen placement, and limits of interpretation.
Thermal cycling across use temperatures: Diving often spans cold surface air and warm storage or interior conditions. Thermal cycling (IEC 60068-2-14 style) between, say, −10 °C and +50 °C with adequate dwells helps expose creep, adhesive relaxation, and elastomer set. After cycling, re-run your IPX8 immersion and pressure-decay tests to verify sealing resilience.
Materials and chemistry for saltwater service
Coating systems: TPU-coated tapes and flanges are common because they weld and flex well. For saltwater and disinfectant exposure, select TPU grades with hydrolysis resistance and low-temperature elasticity; blended or overlay fluoropolymers can improve solvent and disinfectant resistance but may stiffen at cold temperatures. Validate with material coupons through abrasion, salt fog, and thermal cycling before assembly-level tests.
Slider alloys and surface treatments: Favor corrosion-resistant alloys or coatings validated by salt fog screening and galvanic compatibility checks with surrounding hardware. A slider that resists pitting and maintains dimensional stability preserves seal geometry and contact pressure over time.
Contamination and grit management: Particulate at the lip faces will defeat any design. Integrate debris flaps, easy rinse paths, and user guidance to keep sand and salt crystals away from the seal path. Post-abrasion IPX8 retests will tell you if your shielding strategy is working.
Chemical compatibility: If your zipper will traverse domains (diving, HAZMAT, medical decon), confirm resistance to common disinfectants like quaternary ammonium compounds or peracetic acid. Short soaks followed by visual inspection and pressure-decay can quickly flag swelling or softening problems.
Design and integration guidance for reliability
Routing and bend radius: Minimize tight bends where the slider travels. Sharp turns can lift sealing lips and create micro-paths under hydrostatic load. If the supplier does not provide a minimum bend radius, design a quick study that increases curvature gradually while monitoring pressure-decay at 1–3 kPa to identify safe limits.
Seam sealing and fixture stability: Where possible, use RF/HF welding to continuous TPU flanges to create stable joins. Verify peel strength and creep after thermal cycling. If you’re comparing flange options, see a weld-in flange concept for airtight zippers here: U-Channel AeroSeal Airtight Zipper.
Redundancy and failure tolerance: For deeper or longer immersions, a redundant sealing geometry can improve tolerance to minor contamination or wear by maintaining contact pressure along two independent paths. For a conceptual overview of a dual-path airtight zipper architecture in extreme-pressure contexts, review: Dual-Track AeroSeal Airtight Zipper.
Maintenance access by design: Provide space and visibility for inspection along the seal lips and slider, and, where the supplier allows, for approved lubrication. Add drain/flush channels that make post-dive rinses fast and thorough.
Example — building an IPX8 validation plan for a drysuit zipper
The following example shows how a manufacturer might document and execute an engineering-grade validation for a torso zipper assembly. It is illustrative only; align your final plan with accredited labs and applicable standards.
Declared condition: “IPX8: 10 m for 30 minutes in seawater at 4–10 °C; temperature delta ≤5 K. Acceptance: zero visible ingress along the zipper path and no measurable ingress within the torso cavity.”
Test sequence:
- Baseline IPX8 immersion at the declared condition with visual inspection and ingress measurement by mass change.
- Pressure-decay on an instrumented torso fixture: 30 L volume, 2 kPa setpoint, 30-minute hold; acceptance ≤2 Pa/min decay (tuned with a calibrated micro-leak) to correlate with the zero-ingress visual criterion.
- Mechanical durability: 500 open–close cycles under mild transverse bias; verify slider retention and chain integrity using representative subsets of ASTM D2061.
- Abrasion conditioning: Taber D3884 on adjacent coated fabric panels and/or Martindale ISO 12947 on surrounding textiles to a predetermined wear level; clean and retest IPX8 and pressure-decay.
- Salt fog exposure: ASTM B117 for 48–96 hours on assemblies with metallic components; rinse and dry; retest IPX8 and pressure-decay.
- Thermal cycling: −10 °C to +50 °C with dwells; repeat IPX8 and, if needed, helium sniffer passes along the chain to localize any microleaks.
Example component selection note: A redundant-seal zipper design can be used to illustrate how the plan maps to a product architecture. For instance, a dual-path airtight zipper like ZIZIP can be specified with weld-in flanges for robust integration and then validated using the above sequence. Keep the tone objective: the plan is about methods and acceptance, not vendor claims.
Reporting and traceability: Include photos of fixtures, tank/vessel gauges, temperature logs, pressure-decay curves, helium detector calibration records, and a failure-mode register (lip wear, slider track damage, tape delamination, sand intrusion, galvanic corrosion). Document unit conversions for any leak-rate results (e.g., mbar·L/s to Pa·m³/s), fixture volume, and environmental conditions.
Maintenance and field checks for lasting performance
- Rinse after every saltwater use with fresh water, working the slider through a small travel range to flush crystals away from the lip faces. Allow to dry fully before storage.
- Inspect before each dive for grit, lip damage, slider looseness, and any abrasion tracks near the seal path. If your QA permits field pressure checks, use a low-pressure bulb and gauge to verify no obvious leaks before kitting up.
- Follow supplier guidance on lubrication—some airtight geometries prohibit lubricants at the lip faces. When lubrication is allowed, apply sparingly and keep debris away.
- Train users on donning/doffing techniques that avoid sharp kinks at the shoulders or hips. Over time, this is one of the simplest ways to preserve contact pressure and seal integrity.
RFQ and supplier QA checklist
- Declared IPX8 condition to validate (depth, time, medium, temperature), along with acceptance criteria and the need for post-conditioning re-tests.
- Minimum bend-radius guidance, integration flange details, and recommended seam-sealing process, including peel and creep acceptance after thermal cycling.
- Material stack-up and chemistry notes: TPU grade, overlays, slider alloy/coating; any disinfectant compatibility notes and available salt fog or abrasion data.
- Recommended maintenance, field checks, and permissible lubricants; service life indicators and typical cycle-life expectations.
- Availability of sample fixtures, calibration leaks, and lab contacts for immersion, pressure-decay, and helium tests; willingness to support method development.
FAQ
What does IPX8 actually certify for a zipper assembly? It certifies performance under declared conditions of continuous immersion that are more severe than IPX7. Because depth, duration, and media are not fixed, your report must state them. For critical garments, specify zero ingress and verify via repeatable methods.
Is a 10 m for 30 minutes declaration enough for recreational diving? It’s a practical baseline aligned with the ≈1 bar gauge at 10 m rule of thumb. If your users go deeper or stay longer, raise severity to match real exposure and validate in a tank or pressure vessel with appropriate temperature control.
Why add pressure-decay and helium tests if immersion already passes? Because pressure-decay improves sensitivity and repeatability for QA, and helium helps localize microleaks for root-cause analysis. Together, they strengthen confidence that sealing survives wear and environmental stress.
Can I use spray-rated zippers if my use is mostly surface splash? Spray/jet ratings like IPX5/IPX6 address different risks. For products that may encounter submersion, use airtight designs validated to declared IPX8 conditions rather than relying on spray-only solutions.
References and further reading
- IPX8 declared-conditions model and immersion practices are summarized in the standards overviews from Castle Compliance in “IEC 60529 Testing” and DLSEMC’s “IPX7 and IPX8 Immersion Testing,” with Sebert Group’s “IPX8 Test” outlining common lab approaches. IB-Lenhardt’s “Ingress Protection” page provides broader IP context.
- NOAA’s note on underwater pressure explains the ≈1 atm per ~10 m increase used in engineering approximations for depth-to-pressure conversions.
- Zipper strength testing is detailed in manufacturer method summaries and tensile-equipment documents aligned with ASTM D2061; see YKK’s testing methods overview and Mesdan’s tensile equipment leaflets for practical parameters and fixtures.
- Abrasion standards for coated fabrics and textiles are covered in TESTEX’s Taber abrasion guides (ASTM D3884) and Darong’s Martindale overview (ISO 12947).
- Salt fog corrosion practice for metallic components is documented by Q-Lab’s ASTM B117 page and corrosion lab primers that explain parameters and limitations.
- Helium leak detection capabilities and unit conversions are presented in Agilent’s application notes and Pfeiffer Vacuum’s knowledge base; INFICON publishes traceable test-leak documentation to validate sensitivity.
Links cited once each:
- Castle Compliance — IEC 60529 testing overview: https://castle-compliance.com/iec-60529-testing/
- DLSEMC — IPX7 and IPX8 immersion testing: https://www.dlsemc.com/ipx7-and-ipx8-immersion-testing/
- Sebert Group — IPX8 test practice: https://sebertgroup.com/en/ipx8-test/
- IB-Lenhardt — Ingress protection context: https://ib-lenhardt.com/product-testing/ingress-protection
- NOAA — Underwater pressure explainer: https://oceanservice.noaa.gov/facts/pressure.html
- YKK — Zipper testing methods summary: https://www.ykk.com.my/quality/ykk-malaysia-testing-methods
- Mesdan — Tensile equipment leaflet with zipper fixtures: https://mesdan.com/public/mesdan/Products/Lab-Equipment-Leaflets/Tenso-Lab-2512E-F_2515_2516_En-2024-10.pdf
- TESTEX — Taber abrasion overview: https://www.testextextile.com/what-is-the-astm-taber-abraser-test/
- Darong — Martindale abrasion overview: https://darongtester.com/iso-12947-martindale-abrasion-test/
- Q-Lab — ASTM B117 salt spray: https://www.q-lab.com/corrosion/corrosion-test-standards/astm-b117
- Agilent — Helium leak detection application note: https://www.agilent.com/cs/library/technicaloverviews/public/technicaloverview-leak-test-detection-helium-MDL-5994-2193en-agilent.pdf
- Pfeiffer Vacuum — Tracer-gas leak detection knowledge: https://www.pfeiffer-vacuum.com/global/en/knowledge/vacuum-technology/knowledge-book/7-leak-detection/7_2_leak_detection_with_tracer_gases/
- INFICON — Test leak documentation: https://www.inficon.com/media/5920/download/Operating-instructions-Test-leak-TL3-5-&-TL4-6-.pdf




