Chemical protection fails at the weakest interface—often the closure. If your garments face repeated contact with MEK, acetone, toluene, and routine decontaminants like sodium hypochlorite and hydrogen peroxide, the zipper system demands the same rigor as the primary fabric. In this guide, we focus on chemical-resistant zipper materials and construction choices, with chemical permeation breakthrough time (ASTM F739) as the hero metric.
Here’s the deal: not all “waterproof” or even “airtight” closures hold up against aggressive solvents and oxidizers. You’ll need supplier-specific ASTM F739 (or EN ISO 6529) data at your actual temperature, thickness, and contact mode—and you’ll want to re-test after decon cycles.
Key takeaways
- Prioritize chemical permeation breakthrough time (ASTM F739 with ASTM F1001 panel chemicals) for the zipper tape/film and any barrier layers; set targets by garment type (e.g., tighter for gas-tight Type 1 than liquid-tight Type 3).
- Separate concepts: waterproofing (IPX) doesn’t prove solvent/oxidizer resistance. Avoid assuming a waterproof zipper equals chemical-resistant performance.
- For repeated hypochlorite/peroxide use, manage metal corrosion risk at sliders/teeth; consider engineered plastics or corrosion-resistant finishes and enforce rinse protocols.
- Validate the whole assembly: use ISO 17491-1 inflation for gas-tight systems and EN 14605 jet/spray for Type 3/4 suits, then add peel/pressure tests on welded/bonded seams before and after chemical aging.
- Demand documentation: third-party permeation reports, lot traceability, defined weld/adhesive parameters, and requalification after any material or process change.
What chemical-resistant zipper materials really mean in your scenario
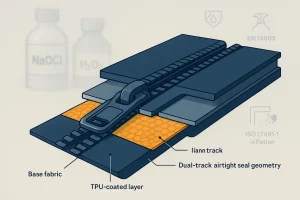
Repeated exposure to ketones (MEK, acetone), aromatics (toluene), and oxidizers (sodium hypochlorite, hydrogen peroxide) is harsher than one-off splash events. Solvents can swell or plasticize common thermoplastics; oxidizers can degrade organics and corrode unprotected metals. A “chemical-resistant zipper” in this context is a system—tape/base fabric, coatings or films, sealing geometry, teeth and slider material, adhesives or welds, and protective flaps—selected and validated together.
Don’t conflate waterproofing with chemical holdout. IPX ratings tell you about water ingress, not solvent permeation or oxidizer stability. A waterproof closure page can illustrate water ingress protection without implying solvent resistance; the key is to separate these concepts in your specifications and tests.
The standards that shape closure choices
Chemical suit performance is proven at the garment level, and closures are evaluated within those whole-suit tests.
- Gas-tight ensembles (Type 1): In practice, manufacturers verify gas-tight integrity via inflation/inward leakage methods. Dräger’s CPS instructions describe ISO 17491-1 Method A.2 inflation testing—inflate to roughly 17.5 mbar at controlled temperature and measure pressure decay, which inherently checks closures and flaps as part of the envelope. See the Dräger CPS IFU citing ISO 17491-1 Method A.2 and the broader Dräger selection guide.
- Liquid- and spray-tight garments (Type 3/4): Compliance is demonstrated with jet/spray whole-suit tests per EN 14605, again including closure protection features in the result. Manufacturer summaries outline these performance classes; see Respirex performance classifications and DuPont SafeSPEC’s EN standards overview.
- Material permeation classes: EN ISO 6529 permeation results are mapped to EN 14325 classes (e.g., 10/30/60/120/240/480 minutes). DuPont’s catalog summarizes how these classes guide material selection for suit components, including closures, to avoid weak links; reference the DuPont SafeSPEC EMEA catalog.
- ASTM F739 and ASTM F1001: Use F739 to measure breakthrough time and steady-state permeation rate, and the F1001 panel to benchmark across common chemicals. Interpretation must state the temperature, film thickness, and continuous vs intermittent contact assumptions; see the permeation emphasis in the Dräger standards guide.
Materials and construction: TPU, PU, PVC, and fluorinated options
A zipper’s chemical performance is the sum of its components and interfaces.
- Tape/base fabric: Polyester/nylon tapes are common; specialty aramids are used when heat/arc constraints intrude. Changing base fabric changes bonding behavior, so confirm adhesion and peel after thermal/humidity aging.
- Coatings/films on the tape: TPU and PU are widely used for weldability and flexibility. Under strong ketones and aromatics, some formulations may swell or soften; PVC can be more tolerant of oxidizers but may perform poorly with certain solvents. Because behavior is highly formulation-dependent, require supplier-specific ASTM F739 or EN ISO 6529 data for your exact chemicals and thickness, and re-test post-aging.
- Fluorinated systems and topcoats: Fluoroelastomers (e.g., FKM families) and PTFE films often show strong resistance to aromatics and many ketones, with caveats on bondability and mechanical behavior. For background on fluorinated resistance trends, see the Chemours Viton selection guide. If used as a topcoat or barrier layer, specify how it bonds to the underlying tape and how seams are executed.
- Chain/teeth and slider: Engineered plastics remove most corrosion concerns and can support smooth operation after oxidizer exposure. If metals are used, account for corrosion potential under hypochlorite; CDC notes that sodium hypochlorite solutions at commonly used concentrations can corrode metals and that lower ppm and thorough rinsing reduce damage—see CDC guidance on chemical disinfectants and corrosion notes.
- Protective flaps and garages: Storm flaps with adhesive or welded seals shield the closure during jet/spray tests and in real use. Material choice for flaps should meet the same permeation class targets as the primary tape/film.
Permeation breakthrough time: how to specify and read it
Breakthrough time isn’t just a number; it’s tied to test conditions. Your specification should name the method (ASTM F739 or EN ISO 6529), temperature, sample thickness, challenge chemical(s), and contact mode. Align minimum class targets to garment type and risk tolerance.
- Example targets for repeated solvent contact:
- Type 3 (liquid-tight): ≥Class 3 (≥60 min) for MEK and toluene on closure tape/film, with documented steady-state permeation rates; raise targets where exposure duration is long or temperature is elevated.
- Type 1 (gas-tight): push for higher classes and add post-decon re-tests with inflation per ISO 17491-1 A.2 to detect any leakage growth.
Two things to watch: 1) assemblies vs. coupons—tape/film bonded to fabric and folded at radius may behave differently than flat coupons; 2) aging—hypochlorite/peroxide cycles can change breakthrough dynamics and bond strength.
| Material system | Expected behavior under ketones/aromatics | Notes for oxidizers | Bondability/processing notes |
|---|---|---|---|
| TPU-coated tape | Potential swelling/softening depending on grade; verify with F739 | Generally tolerates dilute oxidizers; verify long-term | RF/ultrasonic weldable; watch hydrolysis/heat aging |
| PU-coated tape | Similar to TPU; formulation-dependent; often weaker vs strong ketones | Oxidizer stability varies; confirm with supplier | Good weld/sew versatility; adhesive bonding common |
| PVC-coated tape | Often weaker vs strong ketones like MEK/acetone; check data | Can tolerate oxidizers better than some TPUs/PUs | RF welds easily; watch low-temp flexibility |
| Fluorinated topcoat/film (FKM/PTFE) | Strong resistance to aromatics/ketones generally | Typically resilient; verify peroxide specifics | Bonding requires primers or mechanical keys |
Note: The table summarizes expectations and must be validated with supplier-specific ASTM F739/EN ISO 6529 data for your exact chemistry, temperature, and thickness.
Joining and validation: welding, adhesives, and leak tests
Your closure is only as good as its seams and installation. Establish weld/adhesive parameter windows, document them, and verify.
- Welding and bonding: RF welding (PVC/TPU) and ultrasonic welding are standard for coated textiles. For general ultrasonic design principles, see the Dukane Ultrasonic Welding Design Guide. Define acceptance via 180° peel and lap-shear on representative joints.
- Pressure/leak checks: For gas-tight applications, run ISO 17491-1 A.2 inflation on the assembled suit; for Type 3/4, perform jet/spray per EN 14605 with flaps closed. Add component-level pressure or water-immersion checks on zipper panels as process controls.
- Chemical aging: Create a decon/endurance protocol—e.g., X cycles of sodium hypochlorite at the site’s ppm with rinse/dry, plus intermittent solvent soaks—then repeat peel, lap-shear, and inflation/spray tests to detect drift.
Neutral brand example and disclosure: ZIZIP is our product. As an illustration of airtight design geometry and pressure testing—not a chemical claim—see a dual-track airtight model that discusses pressure-leak testing and tensile performance here: AeroSeal Dual-Track Airtight Zipper.
A practical decision matrix for repeated solvent and decon exposure
Use this quick flow to shortlist closure systems:
- If aromatics and ketones dominate (toluene, MEK, acetone) at room temperature and above, first evaluate fluorinated barrier options (FKM/PTFE layers) for the closure tape/film, then test bondability and flex.
- If oxidizers dominate (hypochlorite, peroxide) with frequent cycles, prefer engineered plastic sliders or protected metal finishes; mandate rinse protocols and corrosion checks; verify no loss of seal after X cycles by inflation or leak tests.
- If low-temperature operability matters (≤ -20 °C), confirm the chosen coating stays flexible and the zipper cycles smoothly after cold conditioning.
- If cost/lead time is constrained, TPU/PU systems may be viable if supplier F739 data meet your breakthrough targets for the exact solvents.
Short case snippets:
- Decon tent reuse: Oxidizers used daily; choose TPU-coated tape with protective flap and plastic slider, validate via 100 cycles of hypochlorite wipe/rinse; re-run EN 14605 spray and panel peel tests at intervals.
- MEK-heavy maintenance suit: Exposure to ketones and aromatics; specify a fluorinated topcoat on the zipper tape with documented F739 results at 23 °C for MEK/toluene ≥ Class 3; confirm bond integrity via peel after solvent aging.
Procurement-ready clauses you can adapt
- Type 3 liquid-tight closure clause: “Zipper closure assemblies shall achieve a minimum EN 14325 permeation Class 3 (≥60 min normalized breakthrough) against MEK and toluene when tested per EN ISO 6529 or ASTM F739 at 23 ± 2 °C on closure tape/film at the final assembly thickness. The finished garment shall pass EN 14605 Type 3 jet testing with closures protected as designed. Welded/bonded seams at the closure shall meet documented 180° peel acceptance criteria established by PQ/OQ and shall be re-tested after the defined decontamination aging protocol.”
- Type 1 gas-tight/airtight closure clause: “Zipper closure assemblies shall demonstrate permeation performance meeting or exceeding EN 14325 Class targets specified by the purchaser for priority chemicals (e.g., MEK, toluene, acetone) under ASTM F739 or EN ISO 6529 at the specified temperature and thickness. Complete suits shall pass ISO 17491-1 Method A.2 inflation testing pre- and post-decontamination aging, with allowable pressure drop per the standard. Closure seams shall meet peel/lap-shear criteria before and after aging, and slider/teeth materials shall be selected to mitigate oxidizer-induced corrosion.”
QA documentation and requalification checklist
- Permeation data: Obtain third-party ASTM F739 or EN ISO 6529 reports for the exact closure materials (tape/film/topcoat) at stated temperature and thickness for each priority chemical.
- Whole-suit tests: Keep records for ISO 17491-1 A.2 (Type 1) or EN 14605 jet/spray (Type 3/4) on finished garments including closure configurations.
- Process windows: Record RF/ultrasonic or adhesive parameters; archive 180° peel and lap-shear results from PQ/OQ and routine QC.
- Post-aging verification: Define hypochlorite/peroxide cycles and any solvent soaks; repeat peel and inflation/spray tests afterward.
- Change control: Requalify after formulation changes to coatings/films/adhesives, tape fabric substitutions (e.g., move to aramid), slider alloy/coating changes, or welding tooling swaps.
For a structured approach to QA on coated, airtight/waterproof zipper systems, see this process-focused resource: a zipper QA checklist for TPU-coated airtight/waterproof systems.
Wrap-up
Choosing chemical-resistant zipper materials is about aligning permeation breakthrough time with real exposure, then proving the installation with whole-suit and component tests—before and after decon cycles. Think of the closure as a small system inside your larger system: materials, geometry, and joining all matter. If you’d like, we can develop a white paper with zipper-specific ASTM F739 tables and decon-cycle endurance results to close the data gap and sharpen specifications further.




